






关键词 |
钢筋锯切生产线,数控钢筋套丝生产线,锯切套丝打磨生产线,数控钢筋自动滚丝线 |
面向地区 |
全国 |
产地 |
河南 |
品牌 |
河南建贸 |
电动机率 |
根据配置 |
额定电压 |
380v |
型号 |
JMGSX-500 |
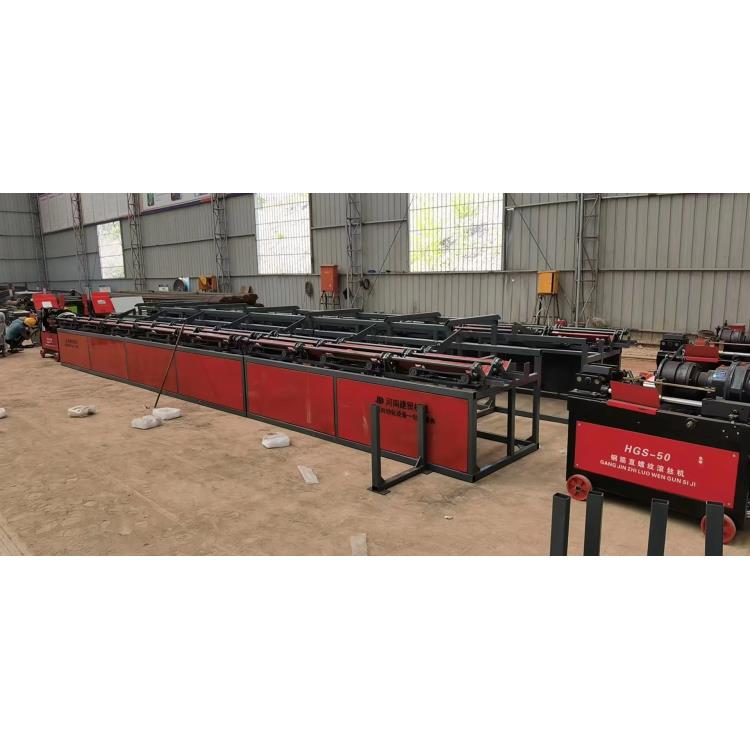
数控钢筋锯切套丝生产线包头市详情

数控钢筋锯切套丝打磨生产线特点:1.送料辊道采用PLC控制,式辊道加固定挡板定尺,精度高。2.螺纹钢金属带锯床,具有切削、节能省料、操作简单等特点。3.本产品原料存储架采用大吨位存储,并可与棒材自动上料机配合使用,实现上一个循环尚未结束时即可 进行下一步配料,以节省喂料周期。4.全自动送料辊道,避免原料的二次搬运,钢筋的输送、翻转、传递等全部由机械完成,大幅度了效率。5.钢筋输送滚采用V型耐磨辊进行,具有耐磨、减噪音、寿命长等特点。6.剥肋、滚丝主机头实现了气缸、送进,了剥肋、滚丝效率。
轨道行走部分;机架、底盘、钢筋矫直、轨道、等组成。固定转盘置于底盘上,绕筋经过矫直后于钢筋笼骨架连接。底盘和固定转盘同步驱动行走,将传动链条固定在底梁上,充当行走轨道,行走的性,了钢筋笼的。固定转盘也可灵活运用,若场地空间大,可与调直机配用。绕筋线材经过矫直,由弯曲状变为近式直线,按螺旋状缠绕在钢筋笼上,以绕筋间距及形状的完整。严禁疲劳、酒后操作设备,机器运转时禁止抓、握工件。生产中随时处理物件及流动人员,确保生产。

数控钢筋锯切套丝打磨生产线特点:1.送料辊道采用PLC控制,式辊道加固定挡板定尺,精度高。2.螺纹钢金属带锯床,具有切削、节能省料、操作简单等特点。3.本产品原料存储架采用大吨位存储,并可与棒材自动上料机配合使用,实现上一个循环尚未结束时即可 进行下一步配料,以节省喂料周期。4.全自动送料辊道,避免原料的二次搬运,钢筋的输送、翻转、传递等全部由机械完成,大幅度了效率。5.钢筋输送滚采用V型耐磨辊进行,具有耐磨、减噪音、寿命长等特点。6.剥肋、滚丝主机头实现了气缸、送进,了剥肋、滚丝效率。


设备和1、新机运行30小时后,检查并紧固各螺栓。2、新机运行200小时后更换减速器油。3、新机运行100小时后(大约15天)更换锯切机液压油。4、 以后每间隔2周给套丝打磨生产线的所有点(各转动部件、轴承、链条、链轮等)加注相应的油脂(钙基黄油)。5、 以后每年更换一次液压油、减速器油。6、液压油:长城46#液压油(或MHM68或MHM100抗磨液压油)。7、减速机油:MIEP320或MIEP460中负荷工业齿轮油。8、油:普通钙基脂黄油。9、经常用刷子清理和零部件下面的氧化铁皮和杂物,保护面清洁。10、经常检查螺栓螺母的紧固情况,如有松动应及时紧固。11、机器出现不正常的异响,应及时停机检查,排除问题后方可使用12、每班工作完成后,应当切断电源,清理各部位尘埃及杂物。13、机器长期不用时,应关闭电源,注意通风防潮,入库或遮盖,机器上所有外露的加工部位均应涂上防锈油。14、所有运转部位如轴承、链轮、链条、锯切机油泵及轴承油嘴每班班前检查有无缺油现象,如有,应及时加注。15、开机前应先检查锯切机液压油箱是否缺油,如有缺油现象,要添加至规定油位(长城46#液压油)。17、开机前检查套丝机、打磨机各部位及液压油、冷却液等是否符合要求。
公司设有的中心,拥有一支技术而敬业的技术服务队伍,以“服务是”为宗旨,负责产品售前、售中、售后的服务工作,深受顾客爱戴,公司全体员工以饱满的欢迎新老客户前来洽谈,合作共赢!

全国钢筋锯切套丝生产线热销信息
站内来访














